参考价格
1万元以下型号
XBF-CB 001品牌
鑫北方产地
山东省济南市样本
暂无生产能力:
按需量产空气速度:
/输送能力:
0.1-100t/h输送距离:
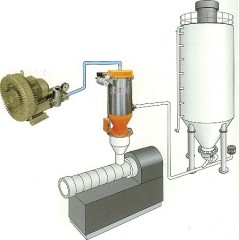
<1000m工作原理:
高压发送灌看了鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
北方压力容器(济南)有限公司
专注特种设备制造【压力容器-仓泵 储气罐】;品牌【鑫北方】
压力容器仓泵的生产制造过程,主要从机械加工和阀门装配两个方面展开分享:
1、原材料采购与检验:
(1)采购符合设计要求的钢板(如Q345R)、钢管、锻件(法兰、接管)、焊材等。
(2)材料入厂需进行复验(化学成分、力学性能、无损检测等),出具材质证明书。2、下料与成型:
(1)钢板经划线、切割。
(2)筒体卷板:将钢板在卷板机上卷制成圆筒形。
(3)封头成型:半球形、椭圆形或碟形封头通常外购或由专业厂家冲压成型。锥体部分需要精确下料、卷制或压制。
3、焊接:
(1)坡口加工: 对需要焊接的边缘进行坡口加工(车、铣、刨、磨)。
(2)组对与点焊: 将筒体纵缝、筒体与封头/锥体的环缝、各种接管法兰等精确组对并点焊固定。
(3)主焊缝焊接: 采用埋弧自动焊(SAW)焊接纵缝和环缝(效率高、质量稳定)。手工电弧焊(SMAW)或钨极氩弧焊(GTAW)用于位置焊、接管焊接等。焊接工艺评定(WPS/PQR)是核心,焊工需持证上岗。
(4)无损检测: 焊接完成后必须进行无损检测(NDT):
a.射线检测: 检测焊缝内部缺陷(气孔、夹渣、未熔合、未焊透)。按标准要求比例(如20%,100%)进行RT。
b.超声检测: 检测焊缝内部缺陷,对厚壁焊缝效果好。有时作为RT的补充或替代(如不锈钢)。
c.磁粉检测/渗透检测: 检测焊缝表面及近表面缺陷(裂纹、气孔)。通常在RT/UT后进行,或用于非承压焊缝(如附件焊接)。
d.焊后热处理: 对于碳钢、低合金钢厚壁容器或特定材料,为消除焊接残余应力,改善材料性能,需进行焊后热处理(PWHT),通常是整体进炉退火。
4、机械加工:
(1)法兰密封面加工(车床)。
(2)安装底座、支腿等的连接面加工。
5、总装与阀门安装:
(1)在主体上开孔、焊接各种接管(进料口、排气口、加压口、流化口、出料口、压力表口、安全阀口、料位计口等)。
(2)安装阀门(进料阀、排气/加压阀、出料阀)、压力表、安全阀、料位计等。
(3)安装流化装置(焊接或法兰连接)。
(4)安装支腿、吊耳等附件。
6、压力试验与气密性试验:
(1)水压试验: *主要的强度试验。将容器充满水,加压至设计压力的1.25倍(或标准规定值),保压检查有无泄漏和**变形。这是强制性检验项目。
(2)气密性试验: 在低于水压试验的压力(通常为设计压力)下,用压缩空气或惰性气体进行,检查所有可拆连接和焊缝的密封性。对于输送易燃易爆或有毒介质尤其重要。
7、表面处理与涂装:
(1)喷砂(抛丸)除锈,达到规定的清洁度和粗糙度。
(2)涂装底漆和面漆(根据用户要求或环境条件选择防腐油漆,如环氧、聚氨酯)。内部有时要求特殊涂层(如食品级、耐磨陶瓷涂层)。
8、*终检验与文件交付:
(1)外观检查、尺寸检查。
(2)核对所有阀门、仪表、附件是否安装正确、功能正常。
(3)整理并交付全套技术文件:设计计算书、竣工图、材质证明书、焊接记录、无损检测报告、热处理报告(如有)、压力试验报告、产品合格证、质量证明书(含铭牌数据)、使用说明书等。
9、包装与发运: 根据设备大小和运输要求,采用框架箱、敞装或防护罩包装。法兰口、接管口需封堵保护。
关注鑫北方压力容器(济南)有限公司主页,及时获取气力输送仓泵及阀门配套产品信息。
鑫北方提供气力输送仓泵及阀门配套
 鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的工作原理介绍?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的使用方法?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订多少钱一台?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订使用的注意事项鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的说明书有吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的操作规程有吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的报价含票含运费吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订有现货吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订包安装吗?
鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的工作原理介绍?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的使用方法?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订多少钱一台?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订使用的注意事项鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的说明书有吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的操作规程有吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订的报价含票含运费吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订有现货吗?鑫北方-粉体气力输送仓泵 仓式泵料仓粉体泵带证1台起订包安装吗?





































































































































 手机版:
手机版: