 手机版
手机版
 关于我们
关于我们 加入收藏
加入收藏
东莞东超新材料科技有限公司
2 年 高级会员
高级会员
高级会员 已认证
已认证
拨打电话
获取底价
提交后,商家将派代表为您专人服务
东莞东超新材料科技有限公司
高级会员已认证
α-Al2O3因其特殊的结构和性质特点,使其在电子、化工、航空航天等领域得到广泛的应用。而在实际的工业生产中,即使是同一种粉体,不同的生产厂家、不同的生产工艺及不同的生产设备所生产出的粉体,其物理、化学性能指标也不尽相同,甚至会有较大差别。只有正确、全面地表征粉体及颗粒的各项性能指标才能更好地指导生产和应用。

对于α-Al2O3粉体来说,在生产和使用中除了化学成分,常见的表征项目有:粒度、粒度分布、晶体形貌、原晶粒度、比表面积、真密度、松装密度、吸油率、吸水率、PH值、电导等。上述不同性能实际上也是相互关联、相互影响的,并且直接影响粉体的加工性能和应用。理论上产品要达到质量完全一致,粉体的各 项性能指标也必须相同,但是在α-Al2O3的实际生产和应用中,大部分情况下并 不需要对所有表征项目进行分析检测,不同用户在不同条件下所要求的表征项目也不相同,根据经验只需分析几个关键指标即可。
为了α-Al2O3更好的生产和应用,就要对α-Al2O3的基本性能有所了解,并能全面、正确的对其进行表征。
α-Al2O3的基本概念
通常,自然界有天然的α-Al2O3矿物,称为刚玉,采用电弧炉高温熔融生产的α-Al2O3一般称为白刚玉,用工业氧化铝作原料,在1300~1500℃煅烧生成的α-Al2O3称为煅烧氧化铝,也即行业内常指代的α-Al2O3。
除了纳米级α-Al2O3(原晶或D50≤40nm),一般工业高温煅烧生产常用的α-Al2O3其原晶粒度为0.3~100.0μm,原晶小于1μm的称之为微晶α-Al2O3,原晶大于10μm的称之为大晶体α-Al2O3,超过50μm的称为超大晶体α-Al2O3。
粉体表征技术在α-Al2O3检测及生产中的应用
α-Al2O3主要有三大典型应用领域:陶瓷、耐火材料和研磨抛光,不同用途对α-Al2O3性能的要求和表征内容也不相同。
氧化铝陶瓷:粒度、粒度分布、晶体形貌、原晶大小、转化率、真比重、比表面积、压实密度、吸油率。
耐火材料:粒度、粒度分布、晶体形貌、原晶大小、吸水率、真比重、比表面积。
研磨抛光:粒度、粒度分布、晶体形貌、原晶大小、吸油率。
α-Al2O3粉体的比表面积
通常采用BET氮气吸附法测定α-Al2O3的比表面积,α-Al2O3的比表面积的大小与其晶体形状、大小及α-Al2O3转化率有关,常用微米级的α-Al2O3微粉比表面积为0.3~25m2/g,粒度越小,比表面积越大;转化率越高,比表面积越小;纳米α-Al2O3比表面积则较大,一般在100m2/g以上。
α-Al2O3粉体的密度
(1)真密度
真密度也称有效密度,通常采用比重瓶法测量。采用比重瓶法测定最好是测原粉(粗粉)的真密度,微粉误差较大,一般工业常用的α-Al2O3真密度为3.92~3.98g/cm3,因为Al2O3不同相中的α相真密度最高,所以,真密度越高,α-Al2O3含量越高,转化率亦越高。
(2)α-Al2O3粉松装密度
松装密度的测定方法为国家标准GB/T6609.25-2004,同样是测定原粉,微粉误差大。从粉体松装密度大小可以定性判断粉体的比表面积、转化率和原晶相对大小,另外,也可以简单判断出生产工艺,一般隧道窑原粉的松装密度为0.7~0.9g/cm3,回转窑的松装密度为0.9~1.1g/cm3。
(3)压实密度
压实密度一般用于测定微粉。α-Al2O3微粉压实密度的测定方法:不同厂家略有差别,压实密度与粉体的粒度、比表面积、转化率、原晶大小、形状、真密度都有关系,对于下游用户来说,压实密度越大越好。
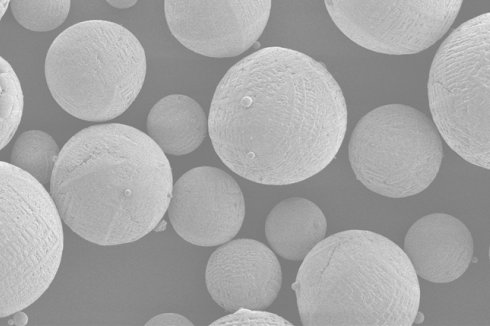
在α-Al2O3粉体的生产和应用中,粉体及颗粒性能的表征非常重要,显微图像法 是研究α-Al2O3粉体颗粒的一个重要表征方法。不同工艺,设备生产出的产品物理化学性能也有所不同,各种性能之间存在一定的关联并相互影响,只有充分了解和掌握才能更好地生产和应用。
来源:粉体圈
最新动态
更多




虚拟号将在 秒后失效
使用微信扫码拨号


 上一篇
上一篇