

中国粉体网讯 作为“工业之花”的航空发动机是航空航天工业中的核心技术部件之一,其四大热端部件分别为燃烧室、导向叶片、涡轮叶片和涡轮盘,其中涡轮盘是航空发动机四大热端部件中质量占比最大的部件,目前航空航天发动机涡轮盘件应用的主要材料是粉末高温合金(Powder Metallurgy Superalloy)。
(图源:Pratt & Whitney)
由于发动机涡轮盘在工作服役过程中会产生很大的热应力,涡轮盘周边齿轮位置会承受较大的离心力,并且应力分布复杂,因此对粉末高温合金材料的各项指标要求很高,例如:需要良好的抗机械疲劳性能、热膨胀系数、屈服强度、低周疲劳性能以及蠕变性能。
粉末高温合金是采用粉末冶金工艺生产的高温合金。在制粉过程中粉末颗粒是由微量液体快速凝固形成,成分偏析被限制在粉末颗粒尺寸以内,消除了常规铸造中的宏观偏析,同时快速凝固后的粉末具有组织均匀和晶粒细小的突出优点,显著提高了合金的力学性能和热工艺性能。粉末高温合金因此成为现代高性能航空发动机涡轮盘等关键部件的必选材料,粉末涡轮盘的使用成为先进航空发动机的重要标志。
高温合金粉体制备方法
粉末高温合金的制备工艺主要包括母合金熔炼、粉体制备、粉体固结成形、热处理。其中成形过程中粉体的质量直接影响到最终零件的性能好坏,而粉体的质量取决于粉体制备工艺,因此粉体制备是粉末高温合金生产过程中的重要环节。为满足各种成形工艺对粉体的要求,粉体的制备方法多种多样。
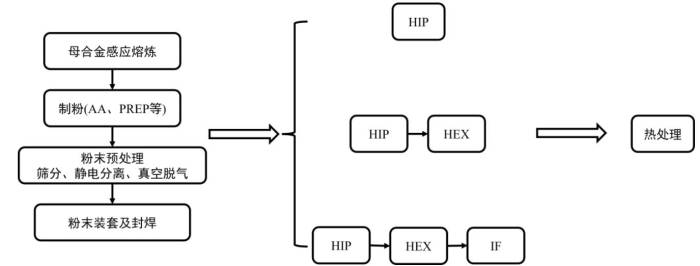
粉末高温合金涡轮盘的制备工艺路线(来源:周亚洲)
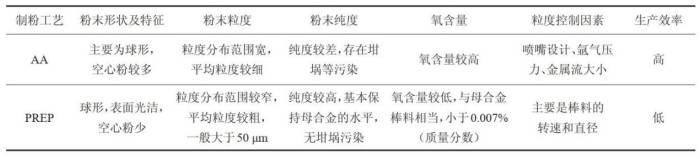
俄罗斯主要采用等离子旋转电极(PREP)法制备高温合金粉体,而欧美国家主要采用氩气雾化(AA)法。
AA又分为真空感应熔化气体雾化(VIGA)和电极感应熔化气体雾化(EIGA)法。VIGA的细粉收得率高,生产成本低,在工业上应用广泛。但VIGA中高温熔体与陶瓷坩埚等耐火材料长时间接触,可能导致雾化过程中粉体引入夹杂物。EIGA采用无坩埚感应熔化,更适用于高洁净度金属粉体的制备。
等离子旋转电极法(PREP)在制粉时,是将旋转电极放入雾化室中,利用外加热源在电极端面上形成熔融金属薄膜,电极高速旋转时,熔融金属在离心力的作用下形成细小液滴,结晶形成金属粉体。采用该法制得的粉体球形度较好,粒度分布均匀,粉体表面光洁。
两种制粉工艺特性比较
粉体与粉末高温合金的缺陷
与传统的铸/锻工艺相比,粉末冶金工艺消除了宏观偏析,改善了合金的组织,提高了盘件性能。但是,由于其独特的工艺步骤也带来了一些不可避免的缺陷,粉末高温合金中的主要缺陷有原始颗粒边界(Prior Particle Boundary,PPB)与夹杂(Inclusion)。
PPB是粉末高温合金的主要缺陷之一。普遍认为PPB的形成离不开粉体颗粒表面、碳、氧3个因素,即原始颗粒边界上碳和氧的共存和相互作用。PPB阻碍了粉体颗粒间的扩散和冶金结合,并且一旦形成就很难在随后的热处理过程中消除。严重的PPB会显著降低合金的塑性和疲劳寿命,甚至造成制件在使用过程中发生断裂等恶性事故。PPB是在粉体制备和随后的热等静压过程中形成的,制粉期间,粉体在冷却过程中会出现不同程度的元素偏析,同时还会生成一定数量的氧化物质点。
夹杂物是制约合金洁净度提升的主要因素,且夹杂物的遗传性较强,难以完全去除。因此,夹杂物问题一直是研究的重点和难点。夹杂物主要来源于母合金熔炼和制粉过程,因此需要严格控制熔炼和制粉工艺,从源头上减少夹杂物。
通过选取合适的制粉工艺、严格控制制粉过程以及对粉体进行后处理可有效减少粉体中的夹杂物。首先,应优先考虑使用EIGA工艺。因为EIGA具有无耐火材料污染、能耗小的优势,但该技术存在雾化效率低、粉体粒度大的缺点,该缺点可通过后续的粉体筛分克服。其次,制粉过程中应保持高的惰性气体纯度,并杜绝制粉和粉体处理系统中橡胶等有机物污染粉体。最后,粉体先经过筛分获得所需粒度范围,并筛去大尺寸和细小尺寸的夹杂物,再采用静电分离工艺去除夹杂物。
粉末高温合金面临的另一大挑战是合金制品的成本居高不下,这严重限制了其推广应用。究其原因,首先就是合金的细粉收得率不理想,提高粉末高温合金的细粉收得率可以从原材料优化、使用合适的制粉及后处理工艺入手。
首先,使用高纯净度的母合金棒材,减少杂质含量。其次,优先考虑使用EIGA工艺制粉。与VIGA和PREP工艺相比,EIGA工艺制备的粉体更细、更洁净,细粉收得率更高。未来EIGA工艺的细粉收得率还可通过优化雾化参数和改进喷嘴结构进一步提高。最后,对粉体进行筛分、静电分离等后处理工艺以增加细粉的比例,提高粉体的细粉收得率。
粉体装备工艺发展
作为我国金属新材料研发基地、冶金行业重大关键与共性技术的创新基地,中国钢研在粉末高温合金领域深耕40余载,形成了具有自主知识产权的核心技术,已有若干牌号的粉末高温合金用于多种型号航空发动机。
1978年其开始从德国Heraeus引进65 kg VIGA制粉装置以及粉体处理等设备,并自行设计和制造了一台国内最大的直径为ϕ690 mm的热等静压机,配备了一台500 T的等温锻造机,于1980年底基本上建成了一条粉末高温合金研制生产线。
为改善粉末质量、提高盘件的可靠性,从1992年开始从俄罗斯引进先进的等离子旋转电极工艺(PREP)制粉设备,之后陆续引进了粉末筛分、粉末静电分离、粉末装套脱气封焊以及大型真空退火炉等设备,于1994年在河北涿州建成了第一条粉末高温合金生产线。
随着2005年FGH4095合金涡轮盘挡板转入批量生产,及FGH4097合金涡轮盘订货需求的增加,粉体的需求量逐年增大,陆续对生产线设备的机械和电器控制系统进行了改造,控制单元实现了国产化,同时在2011年7月8日启动了第二条粉末高温合金生产线的建设,包括PREP制粉、粉末筛分、粉末静电分离等设备完全实现了自主设计和制造。
2017年从德国引进了电极感应熔化气体雾化(EIGA)制粉设备,不仅可以生产用于粉末盘的镍基高温合金粉体,还可以生产增材制造所需的镍基高温合金、钛合金及其他难熔合金粉体。
从2017年开始对PREP制粉设备进行自主技术改造,实现了制粉用棒料直径由ϕ50 mm到ϕ60 mm再到ϕ75 mm的技术升级,粉体产能分别提高了0.44、1.25倍,大大提高了生产效率。
总结与展望
在粉末高温合金生产工艺过程中,高温合金粉体的制备是最为关键的工序之一,制备出球形度好、粒径小、分布均匀、夹杂物含量低的高温合金粉体可以保证粉末高温合金盘件的关键性能指标,同时也是我国航空涡轮发动机行业对粉末高温合金关键热端部件的迫切需求。但是目前我国在粉末高温合金部件原材料粉体的制备方面与欧美等国家仍有一定的差距。
美欧等西方国家多采用AA粉体+HEX+ITF工艺制备粉末盘,粉体粒度不大于53μm或不大于45μm;俄罗斯采用PREP粉体+As-HIP工艺制造粉末盘,粉体粒度为50~140μm。为了进一步降低粉体中的夹杂尺寸,俄罗斯也在考虑采用更细的粉体,并开展了相关的试验研究。
粉体制备方面,专家建议国内应进一步提高AA细粉(不大于53μm或不大于45μm)收得率;采用75 mm合金棒料制粉,提高50~100μm的PREP粉体收得率,降低成本。棒料直径ϕ75 mm的PREP制粉设备应尽快实现工业化生产,以提高生产效率和产能、降低生产成本及改善粉末质量。军用和商用航空发动机发展前景广阔,对粉末盘的需求市场很大,应尽早放量投入VIGA制粉设备,以满足粉末盘生产工艺的要求。
参考来源:
[1]张义文等,粉末高温合金研究进展,钢铁研究总院高温材料研究所
[2]胡连喜等,粉末冶金高温合金研究及发展现状,哈尔滨工业大学金属精密热加工国家级重点实验室
[3]张义文等,粉末高温合金研究进展,北京钢研高纳科技股份有限公司
[4]王杰等,粉末高温合金的研究进展与发展趋势,钢铁研究总院高温材料研究所
[5]吴嘉伦,EIGA高温合金细粉收得率与粉体流动性优化及机理研究,北京科技大学
(中国粉体网编辑整理/平安)
注:图片非商业用途,存在侵权告知删除!















