手机版
手机版
 关于我们
关于我们 加入收藏
加入收藏
玉崎科学仪器(深圳)有限公司
1 年 金牌会员
金牌会员
金牌会员 已认证
已认证
400-810-0069转5388
获取底价
提交后,商家将派代表为您专人服务

中国粉体网认证电话,请放心拨打
玉崎科学仪器(深圳)有限公司
金牌会员已认证
主原料:采用高纯度α-氧化铝(Al₂O₃含量≥92%),严格控制Fe₂O₃、TiO₂等杂质含量(总量<0.5%),确保研磨过程低污染。
助剂添加:为适配干法研磨特有的高冲击、高摩擦工况,配方中添加约6%~8%的SiO₂及微量MgO、CaO等烧结助剂。SiO₂可形成适量玻璃相,提升陶瓷球的抗冲击韧性,减少干磨时的碎裂风险。
预粉碎与均化:将原料与助剂置于滚动球磨机或搅拌磨中混合、预粉碎至D50 ≤ 1.5μm,并经过螺旋分级或气流分级,获得分布窄、流动性好的超细粉体。
浆料制备:将预粉碎粉体与去离子水、有机粘结剂(PVA等)、分散剂混合,调配成固含量65%~75% 的高浓度浆料,pH值控制在8~9。
喷雾干燥:采用离心式或压力式喷雾干燥塔,热风进口温度250~300℃,出口温度100~120℃。得到的造粒粉为球形或类球形团聚体,粒径60~150μm,流动性好,便于后续成型。
筛分与除湿:造粒粉通过80目~200目振动筛,并送入流化床干燥机去除残余水分(水分<0.5%),确保成型时无气泡或分层。
装料与振动密实:将造粒粉装入柔性橡胶模具(球坯模具),通过三维振动台振动装填,使粉体堆积密度最大。
冷等静压压制:
工作压力:150~200 MPa(约1500~2000 bar)
保压时间:10~20 min
介质:油或水,通过高压泵均匀传递压力
效果:得到生坯密度≥2.25 g/cm³(相对密度≥60%),坯体各向同性好,无密度梯度,有效避免烧结时变形或开裂。
脱模与修形:取出坯球,轻微打磨飞边,并采用红外线或微波快速干燥至水分<0.1%。
排胶工序:在400~600℃ 空气中慢速升温(1~2℃/min),保温2~3小时,彻底去除有机粘结剂,防止烧结时起泡。
高温烧结:
烧结温度:1450~1550℃(根据具体配方微调)
升温速率:3~5℃/min
保温时间:2~4小时
气氛:空气或弱氧化气氛(对92%氧化铝而言,无需还原气氛)
关键技术:
采用连续推板窑或钟罩炉,温场均匀性±5℃。
烧结后线收缩率约15%~20%,最终球径公差控制在±0.05mm。
微观成果:
致密度达到95%~98%,显气孔率<0.5%。
晶粒尺寸3~5μm,α-Al₂O₃相含量>95%,硬度Hv10≥1100。
形成均匀分布的玻璃相(源于SiO₂),显著提升干磨韧性。
破碎筛选:烧结球通过振动筛或光电色选机,剔除开裂、粘连、异形球。球形度采用三轴测量仪检测,要求≥97%。
表面抛光:将合格的研磨球放入行星抛光机或离心滚抛机,加金刚砂或氧化铝微粉,抛光30~60分钟,去除表面毛刺,得到光滑镜面效果,降低对研磨腔体的磨损。
尺寸分级:按直径±0.05mm公差进行多级振动筛分(如HD-2.0标准球径1.0mm、2.0mm、3.0mm等),确保批次一致性。
质量检验:
物理性能:密度(排水法)、硬度(维氏)、压碎强度(单粒抗压≥500N)。
化学稳定性:耐酸/碱失重测试(pH 2~12,室温24h失重<0.1%)。
耐磨性:干法研磨测试(自磨损率<150 ppm/h)。
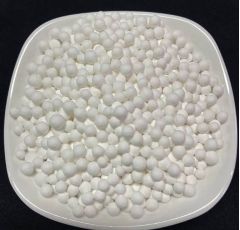
包装与出货:真空密封或桶装,附检测报告,适用于油漆、涂料、非金属矿、陶瓷釉料等干法研磨领域。
NIKKATO HD-2.0的工艺流程体现了从原料超细化→喷雾造粒→冷等静压成型→高温致密烧结→精密后处理的全链条控制。其中,针对干法研磨工况,特别通过优化SiO₂玻璃相含量和CIP等静压技术,解决了传统氧化铝球在干磨中易碎裂、磨损快的痛点,最终实现了高耐磨、低破碎、低污染的工业应用价值。
相关产品
更多
相关文章
更多
技术文章
2026-05-29技术文章
2026-05-29技术文章
2026-05-29技术文章
2026-05-28
请拨打厂商400电话进行咨询
使用微信扫码拨号